Самостоятельное создание стола для сверлильного станка
Содержание:
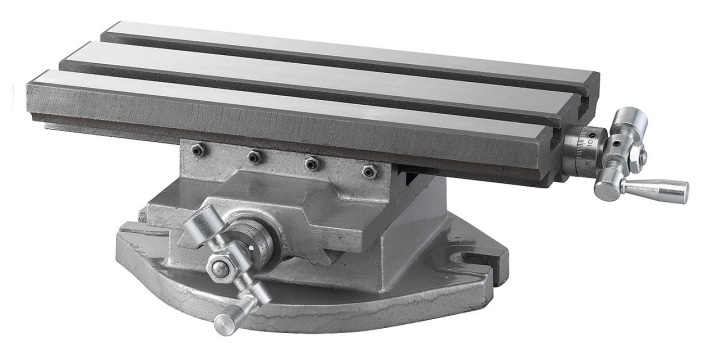
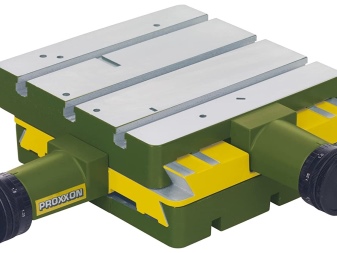
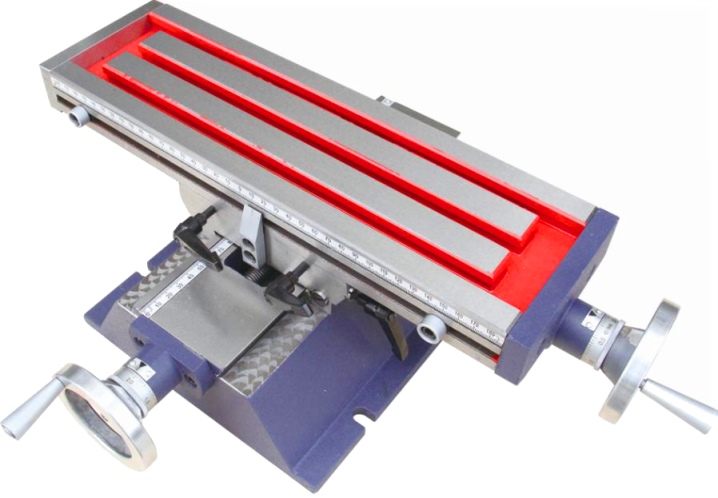
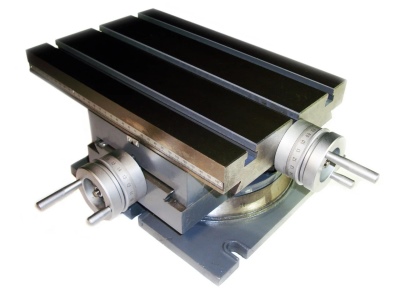
Координатные столы
| KRS-475 | Размер стола 475х155 мм |
Продольное перемещение рабочего стола 330 мм |
Под заказ |
16 875 q 478 BYN |
||
| KRS-425R | Размер стола 425×240 мм |
Продольное перемещение рабочего стола 225 мм |
Под заказ |
52 800 q 1 495 BYN |
||
| BF-16 | Размер стола 400х120 мм |
Продольное перемещение рабочего стола 220 мм |
Под заказ |
28 224 q 799 BYN |
||
| BF-20 | Размер стола 500х180 мм |
Продольное перемещение рабочего стола 280 мм |
Под заказ |
Цена по запросу |
||
| BF-30 | Размер стола 700х180 мм |
Продольное перемещение рабочего стола 280 мм |
Под заказ |
54 881 q 1 554 BYN |
||
| AKP-2 (204) | Размер стола 425х240 мм |
Продольное перемещение рабочего стола 225 мм |
Под заказ |
52 999 q 1 501 BYN |
||
| AKP-2 (205) | Размер стола 600х240 мм |
Продольное перемещение рабочего стола 400 мм |
Под заказ |
Цена по запросу |
||
| AKP-2 (206) | Размер стола 730х210 мм |
Продольное перемещение рабочего стола 500 мм |
Под заказ |
Цена по запросу |
||
| КТ120 | Размер стола 400х120 мм |
Продольное перемещение рабочего стола 220 мм |
Под заказ |
45 430 q 1 286 BYN |
||
| КТ179 | Размер стола 500х180 мм |
Продольное перемещение рабочего стола 287 мм |
Под заказ |
64 080 q 1 815 BYN |
||
| КТ180 | Размер стола 700х180 мм |
Продольное перемещение рабочего стола 480 мм |
Под заказ |
74 635 q 2 114 BYN |
||
| КТ210 | Размер стола 730х210 мм |
Продольное перемещение рабочего стола 480 мм |
Под заказ |
78 942 q 2 236 BYN |
||
| WT-7 | Размер стола 180х130 мм |
Продольное перемещение рабочего стола |
Под заказ |
18 060 q 511 BYN |
||
| WT-10 | Размер стола 225х180 мм |
Продольное перемещение рабочего стола |
Под заказ |
35 194 q 996 BYN |
||
| WT-12 | Размер стола 302х241 мм |
Продольное перемещение рабочего стола |
Под заказ |
64 786 q 1 835 BYN |
||
| WT-15 | Размер стола 381х255 мм |
Продольное перемещение рабочего стола |
Под заказ |
71 265 q 2 018 BYN |
||
| WTS-7 | Размер стола 180х130 мм |
Продольное перемещение рабочего стола |
Под заказ |
26 161 q 741 BYN |
||
| WTS-10 | Размер стола 255х180 мм |
Продольное перемещение рабочего стола |
Под заказ |
48 719 q 1 380 BYN |
||
| WTS-12 | Размер стола 302х241 мм |
Продольное перемещение рабочего стола |
Под заказ |
70 376 q 1 993 BYN |
Координатный стол с тисками из уголка своими руками
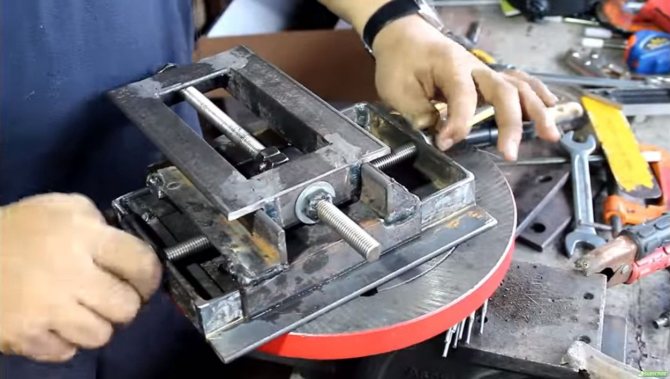
Доброго времени суток, уважаемые самоделкины! Эта статья будет интересна всем, у кого есть в мастерской сверлильный станок. Автор канала «Sek Austria» покажет, как он создал координатный столик с тисками, тем самым кардинально увеличив точность сверления и возможности станка. Стол сделан из стального уголка и шпилек. Так же автор использовал старые планки губок от тисков и прижимной винт. Инструменты, необходимые для изготовления столика. 1. Сварочный аппарат 2. Сверлильный станок 3. Болгарка с дисками 4. Мелочевка — молоток, щетки и т.д.
Устанавливать приспособление автор планирует на поворотный стол, да и собирать в любом случае нужно на ровной поверхности.

Для этого он уже нарезал заготовки из уголков.
Теперь приступает к сборке основания, его размеры 8Х5 дюймов
При сборке очень важно проверить прямоугольность всех углов. (Кстати, для таких вещей есть угловые магниты)
Проваривает все углы сваркой.

Повторяет с другой стороны. Затем тщательно зачищает швы болгаркой с зачистным диском.
Теперь пристраивает полозья для первой подвижной части, или оси. Что бы они скользили свободно, подкладывает кусочек бумажки.
На этих полозьях устанавливает поперечные «рельсы» для второй оси.
Вторая подвижная часть у него готова, для точной сварки приставляет ее на будущее место. Проваривает первую каретку.

Все отлично скользит, и первая и вторая ось. Убирает верхнюю каретку.

Затем и нижнюю, заодно выбрасывая бумажку.

В основание устанавливает шпильку М12, она будет двигать нижнюю каретку.

Затем на шпильку накручивает две гайки, они будут двигать каретку. Фиксирует один край шпильки двумя гайками и шайбой.

То же и с другой стороны. Зажав основание в тисках, приваривает гайки к шпильке.

Теперь саму планку — приваривает к каретке.

С верхней кареткой практически такие же действия, только вверх ногами. Установка планки, совмещение с кареткой.
Теперь нужно сделать ручки. Для этого сверлит на концах шпилек отверстия. Затем, слегка расплющив кончик подходящего по длине стержня, забивает его в гайку.

Вставив получившуюся ручку в отверстие шпильки, забивает и вторую гайку.

Обе крутилки на двух осях готовы.
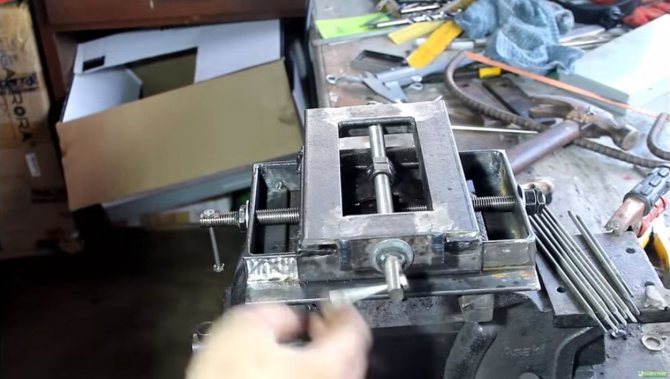
Пора сооружать на верхней каретке тиски. Начинает с уголков, в них уже просверлены отверстия для губок.

Устанавливает неподвижный уголок и приваривает к верхней каретке.

Вот такое крепление для губок получается. Теперь нужно сделать прижимной винт, автор позаимствовал его у сломанной струбцины.

Надевает на конец винта уголок и гайку, зажимает его в тисках.

Гайку приваривает к винту, оставляя уголок свободно вращаться.

Соединяет при помощи сварки уголок прижимного винта и подвижное крепление губки.

Теперь приваривает гайку прижимного винта к каретке.

Механизм тисков готов!

Подготавливает губки к установке, старую насечку делает глубже при помощи болгарки. Неподвижная губка будет немного специфической формы.

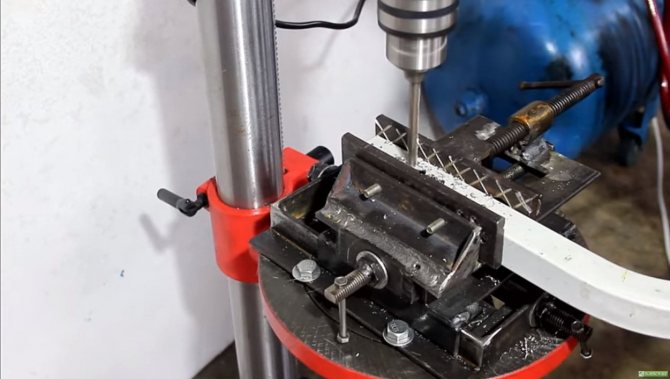
Устанавливает их на свои места и стол полностью готов!

Можно испытывать столик, зажимает деталь отлично. И смещается по двум осям свободно и без люфтов. Устанавливает приспособление на вот такой сверлильный станок. Зажимает заготовку и сверлит шесть отверстий. Линии ровные и по вертикали и горизонтали.
Спасибо автору за проделанный труд, и отличную идею для мастеров! Усовершенствования — это всегда хорошо! Всем хорошего инструмента! Источник
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Определение оборудования
Координатный стол – манипулятор, который используется для крепления обрабатываемой заготовки. Существует несколько вариантов исполнения столов станка:
- вакуумный метод крепления – используется довольно редко из-за сложности конструкции;
- механический тип крепления прост в исполнении, сделать его можно своими руками достаточно быстро;
- крепление за счет веса заготовки. При использовании сверлильного станка могут подвергаться обработке заготовки большой массы. За счет своего веса базируемая деталь остается на месте даже при сильном воздействии.
Различают позиционирование с одной, двумя, тремя степенями свободы. Этот момент определяет то, что подача заготовки может проводится по трем разным координатам. При сверловке плоского изделия достаточно передвигать ее всего по одной горизонтальной плоскости.
Можно условно выделить два основных типа:
- Больших габаритов. Большой координатный стол создается с учетом того, что на него будет установлено само оборудование, а также заготовка.
- Координатный стол небольших габаритных размеров монтируется на станине оборудования.
Существует несколько механизмов управления, при помощи которых координатный стол изменяют свою позицию:
- Механический привод встречается довольно часто. Сделать его для сверлильного станка можно и своими руками для налаживания мелкосерийного производства.
- Электрический привод устанавливается для сверлильного станка довольно часто. Сделать его своими руками достаточно сложно, так как нужно выдерживать высокую точность при изготовлении. Для автоматического передвижения координатный стол должен иметь собственный источник питания.
- Еще отдельной группой можно назвать механизм, который работает от числового программного управления.
Сделать своими руками можно небольшой координатный стол с механическим приводом.
Общее описание
Координатный стол представляет собой подвижную платформу, выполненную из легированной стали высокой прочности. Поверхность приспособления обрабатывают антикоррозийными составами. Главное назначение – фиксация обрабатываемой на станке заготовки. Выделяют несколько способов крепления детали, среди распространенных:
-
использование механических крепежей;
-
применение вакуумных устройств;
-
задействование собственного веса габаритных конструкций.
Координатные столы обладают различным количеством степеней свободы: от 2 до 3. Часть производимых моделей способна перемещаться исключительно в горизонтальной плоскости, остальные могут менять положение в вертикали.
Столы с двумя степенями свободы используют преимущественно для обработки плоских заготовок. Вторые подходят для работы с деталями со сложной конфигурацией.


Стол крепится к станку таким образом, чтобы впоследствии было возможно его перемещение. За смену положения приспособления отвечают следующие виды приводов:
-
механический;
-
электрический;
-
с системой ЧПУ.

У каждого стола также есть основание, которое обеспечивает долгий срок службы изделия и повышает его прочность. Обычно основание изготавливают из:
-
стали;
-
чугуна;
-
легких сплавов.
В составе последних в основе лежит алюминий. Стоит отметить, что такие конструкции подходят для обработки легких деталей, так как не способны выдержать большие нагрузки. Чаще на столах с основой из алюминия выполняют обработку деревянных и пластиковых материалов. Стальные и чугунные столы устанавливают преимущественно на промышленных станках, где речь идет о весомых нагрузках.

Дополнительные элементы столов.
-
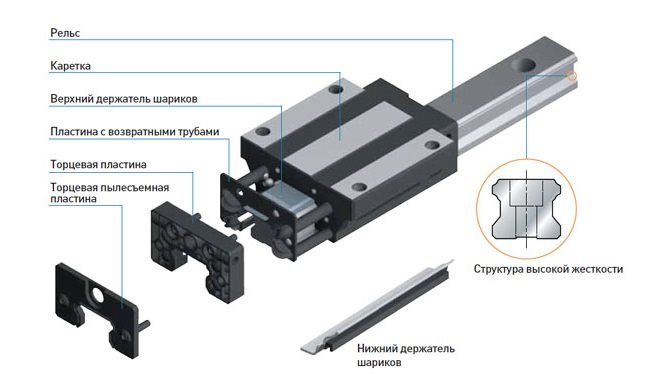
Направляющие. Одни из важных компонентов, обеспечивающих перемещение стола в плоскостях. Изделие двигается с помощью кареток, установленных на рельсовые направляющие. Элементы могут иметь разную длину. При необходимости возможна стыковка с другими направляющими, если это не ухудшает движение общей конструкции.
-
Передачи механического типа. Отвечают за преобразование вращательного движения валов в поступательное движение кареток, обеспечивая своевременное перемещение конструкции. Производители используют три вида передач: зубчато-реечные или ременные, а также шарико-винтовые.


Координатный стол – обязательный элемент любого станка, где требуется фиксация заготовки.
Материалы и механизмы конструктивных элементов
От материала изделия зависит долговечность конструкции и себестоимость. Следует сразу решить, каким будет стол – стальным, алюминиевым или чугунным. Второй важный шаг – определиться с механизмом управления. Следует также решить, каким должен быть привод – механическим или электрическим. Третий шаг – выбрать направляющие. Это повлияет на точность обработки заготовок.
Основание
Для основы берутся следующие материалы:
- Чугун. Дорогой, тяжелый материал в эксплуатации оказывается очень хрупким, поэтому при производстве сверлильного станка используется крайне редко.
- Сталь. Материал самый высокопрочный и долговечный. Главный его недостаток – это стоимость. Не каждый мастер сможет приобрести его.
- Алюминий. С легким и мягким материалом проще работать. Он не такой дорогой, как сталь. Но для изготовления крупногабаритного стола не подойдет, так как не выдержит тяжелый вес больших заготовок. Для создания мини-оборудования это – идеальный вариант.
Привод
Привод – это механизм управления, с помощью которого координатный стол будет менять свое положение. Он бывает:
- Механическим. Его проще всего изготовить своими руками. Он позволяет существенно снизить себестоимость стола. За основу берется обычная винтовая или ременная передача – этого достаточно для налаживания мелкосерийного производства. Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.
- Электрическим. Гарантирует нулевую погрешность при выполнении рабочих операций, однако сделать его своими руками очень сложно. Часто встречается в заводских моделях столов. Если вблизи с рабочим местом нет собственного источника питания, этот вариант не подойдет.
В отдельную категорию координатных столов стоит отнести модели с ЧПУ (числовым программным управлением). Это высокотехнологичное оборудование, которое применяется крупными предприятиями для производства в огромных объемах. Их главные достоинства: хорошая производительность, а также полная или частичная автоматизация процесса. Недостатки: высокая стоимость, для некоторых деталей такой привод не подойдет.
Направляющие
Точность обработки заготовки зависит от этих элементов, поэтому их нужно подобрать правильно. Из числа тех, которые можно сделать своими руками, выделяют следующие:
- Рельсовые. Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов.
- Цилиндрические. Применение направляющих округлой формы чревато большим нагревом из-за трения. Для станков так называемой малой категории они подходят, но придется смазывать все механизмы вручную.
Направляющие изготавливают с кареткой и подшипниковыми узлами. Использование подшипников скольжения обеспечит высокую точность обработки детали. Применение опоры вала качения уменьшит трение и продлит срок службы манипулятора.
Каретка – это блок направляющих (узел механизма), который непосредственно по ним перемещается. Она может предусматривать увеличенные размеры фланца, что позволяет крепить ее с нижней стороны стола. Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
Устройство перемещения
Выбирая устройство перемещения, следует ответить на ряд вопросов:
- Какой должна быть скорость обработки.
- Какая точность позиционирования допустима при выполнении рабочих операций.
- Насколько производительное оборудование будет использоваться.
Ременное устройство перемещения применяется при изготовлении самодельных координатных столов чаще всего. По стоимости оно обходится выгодно, однако имеет ряд недостатков. Ремень достаточно быстро изнашивается, а также может растянуться в ходе эксплуатации. Кроме того, из-за его проскальзывания снижается точность работы подвижного элемента.
Шарико-винтовая передача – более долговечный и надежный вариант. Несмотря на малые габариты устройства, у него хорошая нагрузочная способность, а перемещение осуществляется равномерно и с большой точностью. Плавный и практически бесшумный ход, а также высокое качество обработки поверхностей – далеко не все преимущества ШВП. Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Зубчато-реечные устройства обеспечивают высокую скорость и точность проводимых работ, выдерживают большие нагрузки, легко поддаются монтажу и надежны в эксплуатации. Погрешность при передаче зубчатой рейки предельно низкая. Если их размер не подошел, то они проходят операцию подгонки.
Добавьте регулируемый концевой упор-стопор
1. Чтобы сделать корпус упора-стопора J, выпилите из доски толщиной 19 мм два куска 51×73 мм и склейте их вместе лицом к лицу, выровняв торцы и кромки. Когда клей полностью высохнет, выпилите паз 6×5 мм посередине задней стороны корпуса (рис. 5).
2. Выпилите по указанным размерам подвижный стопор К и приклейте его с помощью двухстороннего скотча к правой стороне корпуса J (рис. 5). Установите в патрон сверлильного станка сверло Форстнера диаметром 13 мм и высверлите в левой грани корпуса углубление-цековку глубиной 10 мм, как показано на рисунках и фото С. Затем, не сдвигая детали, установите сверло диаметром 6 мм и просверлите в центре углубления сквозное отверстие через обе детали.
3. Отделите стопор К от корпуса J. Сверлом Форстнера диаметром 19 мм высверлите в стопоре и корпусе углубления-цековки глубиной 10 мм точно над 6-миллиметровыми отверстиями (рис. 5). Для совмещения центров перед сверлением вставьте в отверстия шканты диаметром 6 мм. Затем, выровняв сверло диаметром 7 мм посередине 6-миллиметрового паза на задней стороне корпуса, просверлите сквозное отверстие, как указано на рисунке.
(Фото С) — Зафиксируйте детали, расположив стопор К внизу и прижав грань корпуса J с пазом к упору сверлильного столика. Высверлите углубление-цековку 13×10 мм в боковой грани корпуса. (Фото D) — Зафиксируйте подвижный стопор К на винте с помощью шайб и гайки, вставьте винт в отверстие корпуса J и вверните его в гайку, вклеенную эпоксидным клеем в углубление-цековку.
4. С помощью эпоксидного клея зафиксируйте гайку в 13-миллиметровом углублении-цековке корпуса J. Затем выпилите ползун L указанных размеров и вклейте в паз на задней стороне корпуса, вровень с его правой гранью (рис. 5).
5. Нанесите на все летали прозрачное отделочное покрытие. После просушки наденьте на винт с полукруглой головкой широкую 6-миллиметровую шайбу и вставьте его в отверстие стопора К. Наденьте на винт вторую шайбу, а затем наверните гайку. Затяните гайку так, чтобы стопор не покачивался, но винт мог вращаться. Теперь соедините стопор с корпусом J (фото D), вращая винт до соприкосновения обеих деталей.
6. С помощью эпоксидного клея зафиксируйте пластиковую гайку-маховичок на конце винта с полукруглой головкой. Вставьте винт с шестигранной головкой в отверстие корпуса J сзади, добавьте шайбу и гайку-маховичок спереди (рис. 5). Для использования регулируемого концевого упора- стопора сначала установите расстояние между корпусом и стопором около 12 мм. Двигая ползун с шестигранной головкой винта в направляющем алюминиевом профиле, с помощью рулетки или мерной линейки установите стопор на нужном расстоянии от сверла. Зафиксируйте его, затянув переднюю гайку-маховичок. Теперь точно отрегулируйте расстояние до сверла, вращая боковую гайку-маховичок. Стопорная гайка-маховичок и ползун L расположены точно по центру корпуса, поэтому вы сможете использовать регулируемый стопор справа и слева от сверла, просто перевернув его.
7. Соберите прижимы (рис. 2). Вставьте шестигранные головки их винтов в пазы направляющих алюминиевых профилей. Теперь сверлильный станок готов к настоящей работе и его по праву можно назвать столярным.
Механизмы для передачи движения
На простейших моделях серийных сверлильных станков и на оборудовании, которое изготовлено своими руками, устанавливаются преимущественно координатные столы, которые приводятся в действие механическим способом. В том случае, если от сверлильного станка требуются высокая точность и производительность обработки, на нем устанавливают столы, приводимые в движение посредством электрических двигателей.
В приводах координатных столов используют три типа передач:
- на основе зубчатых колес и реек;
- на основе ременных механизмов;
- шарико-винтовые.
Косозубая зубчато-реечная передача обеспечивает точность позиционирования
На выбор типа передачи влияет ряд параметров:
- скорость, с которой должен перемещаться стол и закрепленная на нем заготовка;
- мощность используемого электродвигателя;
- требования к точности обработки деталей.
Высокую точность перемещения обеспечивает шарико-винтовая передача, которая также обладает и рядом других достоинств:
- очень незначительный люфт;
- плавность перемещения;
- бесшумность работы;
- устойчивость по отношению к значительным нагрузкам.
Шарико-винтовая передача в высокоточном координатном столе
Минусами передачи данного типа являются невозможность обеспечить высокую скорость перемещения стола и значительная стоимость такого механизма.
Чтобы удешевить стоимость изготавливаемого своими руками координатного стола для сверлильного станка, можно оснастить его приводом на основе обычной винтовой передачи. Однако в таком случае необходимо позаботиться о том, чтобы передаточный винтовой механизм как можно чаще смазывался.
Самодельный координатный стол с винтовыми передачами и цилиндрическими направляющими
Бюджетным вариантом также является использование привода перемещения координатного стола, выполненного на базе ременной передачи. Устанавливая такой привод на координатный стол, изготовленный своими руками, следует учитывать минусы его использования:
- быстрый износ ремней;
- растяжение ремней в процессе эксплуатации;
- повышенный риск обрыва ремня при повышенных нагрузках;
- невысокая точность.
Точность и высокую скорость перемещения обеспечивают приводы координатного стола, выполненные на базе зубчато-реечной передачи. Между тем, используя такой привод, следует быть готовым к тому, что в элементах его механизма образуется люфт после определенного периода активной эксплуатации.
Полезные рекомендации
Инструкция, описывающая, как сделать своими руками координатный стол, пошагово объясняет процесс. Однако во время работы могут возникать мелкие проблемы. Чтобы избежать их, рекомендуется придерживаться техники безопасности и учитывать советы мастеров. Наиболее важные из них:
- если планируется обработка пластика или дерева, то основание манипулятора можно изготовить из алюминия;
- при габаритах прибора 35 х 35 см общую длину направляющих желательно подогнать к 30 см;
- для защиты приспособления от стружки перед установкой рекомендуется подложить под него кусок фанеры;
- при использовании цилиндрических направляющих нет возможности подключения системы подачи смазки, поэтому все детали необходимо смазывать вручную;
- при сборке следует учитывать, что подшипник скольжения обеспечивает лучшую точность обработки, а его аналог (подшипник качения) приводит к некоторому люфту.
Чертеж туалетного столика для изготовления своими руками, этапы работы
Для проведения сварочных работ требуется соблюдать технику безопасности. Она подразумевает использование специальной одежды, защитной маски (щитка), перчаток из замши или брезента. Помещение, в котором проводят сборку, должно проветриваться или иметь качественную вытяжку. При работах на открытом воздухе необходим навес. Рядом с рабочим местом должны быть приготовлены средства и материалы для тушения возможного возгорания.
Изготовление координатного манипулятора простого типа может освоить мастер, обладающий навыками сварщика. Получить надежное и удобное изделие несложно, если точно соблюдать условия чертежа и алгоритм сборки. Домашний прибор позволяет заниматься мелкосерийным производством металлических, деревянных, пластмассовых деталей. Срок службы такого устройства целиком зависит от качества монтажа и объема проводимых сверлильных и фрезеровочных работ.
- https://mekkain.ru/library/stol-povorotnyij.html
- https://mebel-sovet.ru/stoly/samodelnye/1-koordinatniy-stol-svoimi-rukami
- http://StanokGid.ru/osnastka/koordinatnyjj-stol-dlya-stanka-svoimi-rukami.html
- https://mblx.ru/prilavok/samodelnyj/1453-koordinatnyj-stol-svoimi-rukami.html
- http://met-all.org/oborudovanie/stanki-sverlilnye/koordinatnyj-stol-dlya-sverlilnogo-stanka-svoimi-rukami.html
- https://stankiexpert.ru/tehnologicheskaya-osnastka/prisposobleniya/samodelnyi-koordinatnyi-stol.html
- https://USamodelkina.ru/11815-koordinatnyj-stol-s-tiskami-iz-ugolka-svoimi-rukami.html
Выбор конструкции
При выборе конструкции нужно определиться с ее размерами. Если на координатный стол будет устанавливаться техника, обрабатывающая деталь, то его габариты должны быть учтены обязательно. Если он нужен для фиксации заготовки, то монтируется на станине сверлильного оборудования, а по ширине и длине составит около 35 х 35 см.
Различают столы и по типу крепления:
- При изготовлении координатного стола своими руками конструкция оснащается механическим креплением. Это наиболее простое решение с точки зрения реализации, но оно имеет ряд недостатков. Например, часто приводит к погрешностям при обработке, и есть риск деформации поверхности изделия.
- Вакуумный крепеж считается лучшим вариантом. С его помощью обеспечивается точное позиционирование заготовки на горизонтальной плоскости. При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).
- Крепление под весом заготовки подходит, если при использовании сверлильного станка нужно обработать тяжелые детали. За счет своей массы базируемое изделие остается на том же месте даже при сильном воздействии.
От количества степеней свободы зависит функциональность стола:
- Если она одна, то заготовку можно двигать только в одном направлении (это хороший вариант для обработки плоских изделий).
- При наличии двух степеней становится возможным перемещение заготовки по X и Y координатам.
- Если же их три, то движение детали может осуществляться вверх, вниз и по координате Z.
При изготовлении координатного стола своими руками важно определиться, для каких именно целей он будет использоваться. Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок. Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм
Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы
Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы.
Механическое Вакуумное Крепление под весом заготовки









